




Vytlačování plastů, také známé jako plastifikační vytlačování, je kontinuální velkoobjemový výrobní proces, při kterém se termoplastický materiál – ve formě prášku, pelet nebo granulátů – homogenně roztaví a poté se tlakem vytlačí z tvarovací formy.Při šnekovém vytlačování pochází tlak z rotace šneku proti stěně hlavně.Jak tavenina plastu prochází matricí, získává tvar otvoru matrice a opouští extrudér.Extrudovaný produkt se nazývá extrudát.

Typický extrudér se skládá ze čtyř zón:
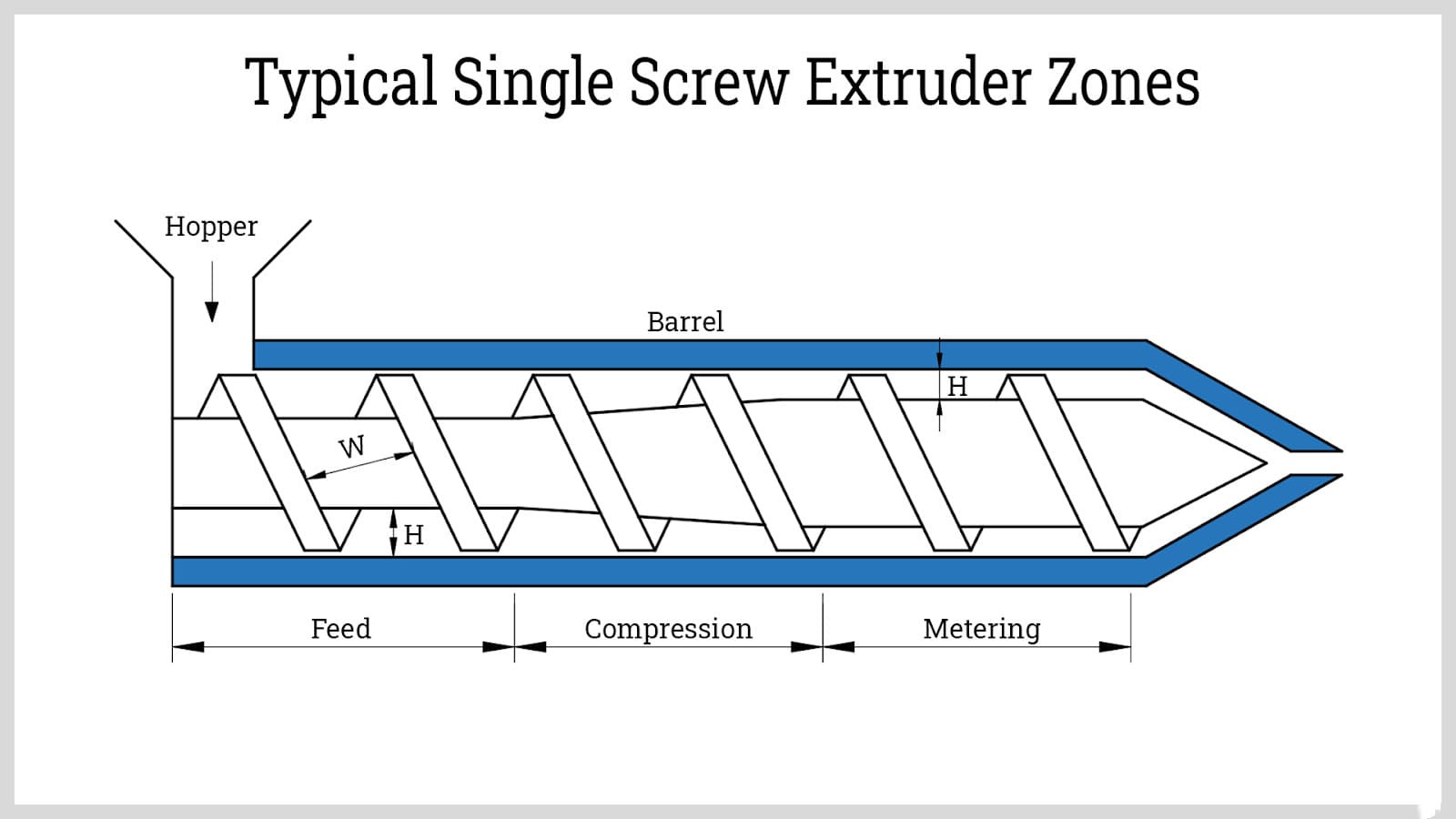
Zóna podávání
V této zóně je hloubka letu konstantní.Vzdálenost mezi hlavním průměrem v horní části unašeče a menším průměrem šroubu v dolní části unašeče je hloubka úletu.
Přechodová zóna nebo kompresní zóna
Hloubka letu se v této zóně začíná snižovat.Ve skutečnosti se termoplastický materiál stlačí a začne plastifikovat.
Mísící zóna
V této zóně je hloubka letu opět konstantní.Pro zajištění úplného roztavení a homogenního promíchání materiálu může být na místě speciální míchací prvek.
Zóna měření
Tato zóna má menší hloubku letu než v zóně míchání, ale zůstává konstantní.V této zóně také tlak tlačí taveninu přes tvarovací nástroj.
Na druhou stranu tání polymerní směsi je způsobeno třemi hlavními faktory:
Přenos tepla
Přenos tepla je energie přenášená z motoru extrudéru na hřídel extrudéru.Také tavení polymeru je ovlivněno profilem šneku a dobou zdržení.
Tření
To je způsobeno vnitřním třením prášku, profilem šneku, rychlostí šneku a rychlostí posuvu.
Sud extrudéru
K udržení teploty sudů se používají tři nebo více nezávislých regulátorů teploty.
Čas odeslání: říjen-08-2022






